本日からは、本格的な配線作業だ。
制作に時間はかかっているが、ここまでの作業は順調だ。
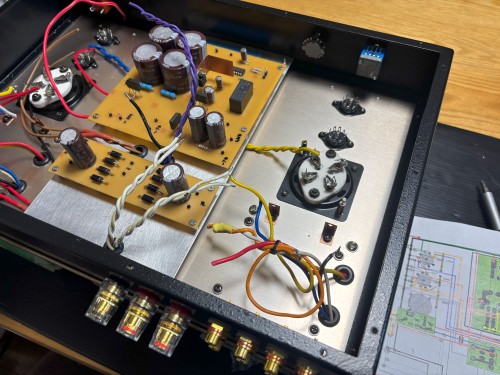
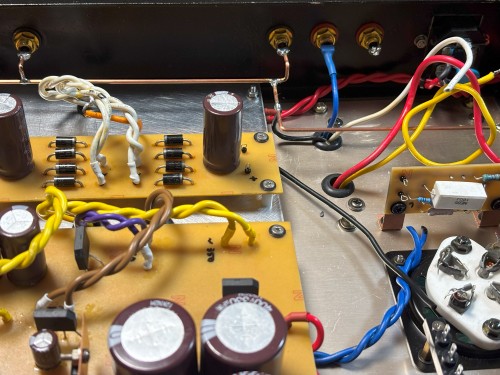
最初にトランスからの AC 配線を行い、次にアース配線(母線空中配線)を行った。
整流回路の正常性を確認するために電源を入れててみる。初めての火入れだ。
幾度も、配線図を確認しているので誤りはないはずだが、少しばかり緊張する。はたして・・・
電源ランプが点灯(赤)・・・しばらくして緑に変わった・・・問題ない。正常だ。
引き続き DC 出力測定を行ってみた。
・A 電源 300B ヒーター用 7.54V
・A 電源 12AX7/12AT7 ヒーター用(AC) 未計測
・B 電源 プレート電圧供給用 489V
・C 電源 バイアス電圧用 -113.8V
無負荷状態で測定したので、出力電圧は少々高めだが、問題ないと思っている。
※本機は IC とリレーを使用して B 電源の遅延回路を形成しているので、電源投入後 15秒後にプレート電圧が印加される仕組みになっている。
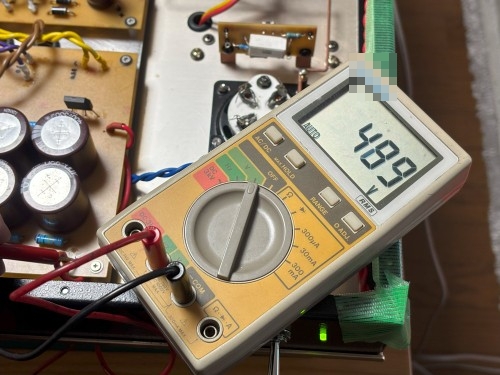
B 電源 プレート供給電圧測定