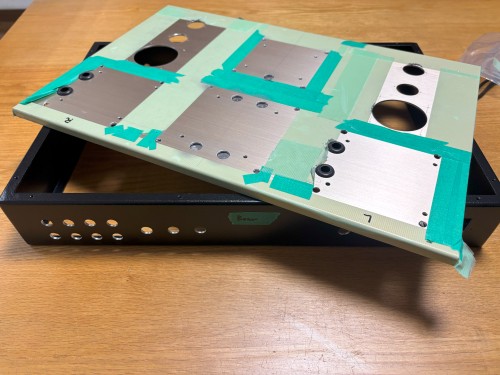
小キズ隠しのため ” JBL” シールを貼ってみた

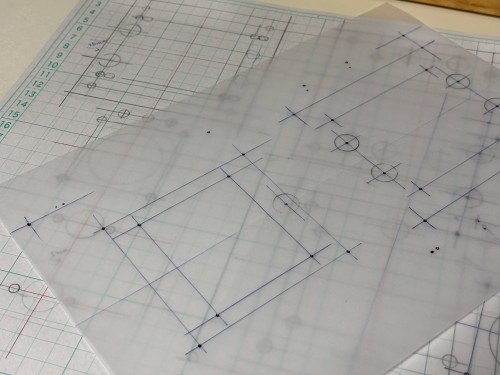
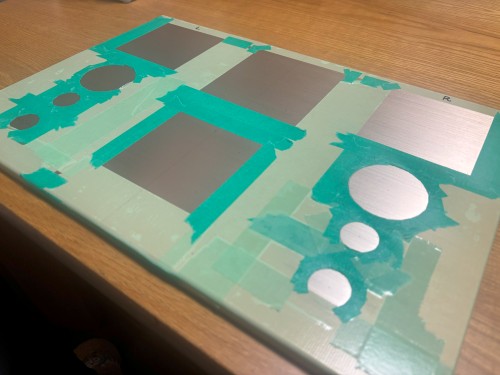
既存機の回路パターン解析から始めた真空管アンプの再構築。
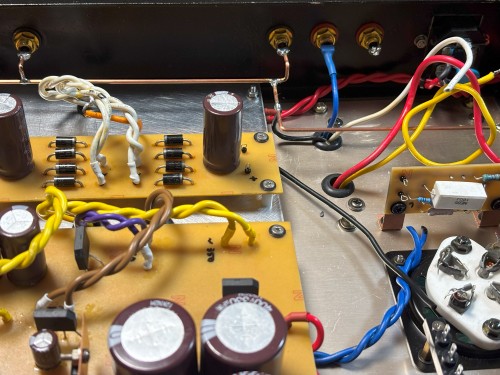
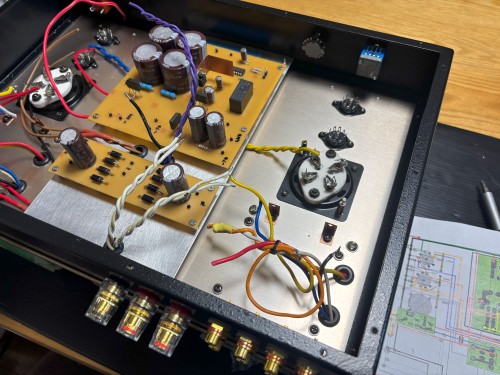
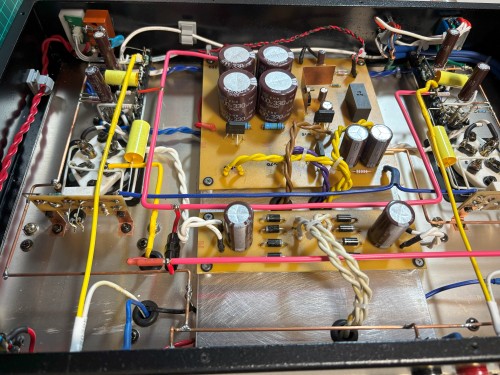
最後まで残っていた B 電源の配線が終了して、ついに作業が完了した。アンプ制作にかけた約 2ヶ月間は、集中しすぎて時間が過ぎていくのが早く感じるほどだった。
全体の配線やハンダ付けを再確認して、真空管 6本をソケットに差し込む・・・
電源を入れると徐々にフィラメントがオレンジ色に発光し始める。
しばらくして、パイロットランプは ” 赤 ” から ” 緑 ” に変わった。B 電源の遅延回路も正常動作。
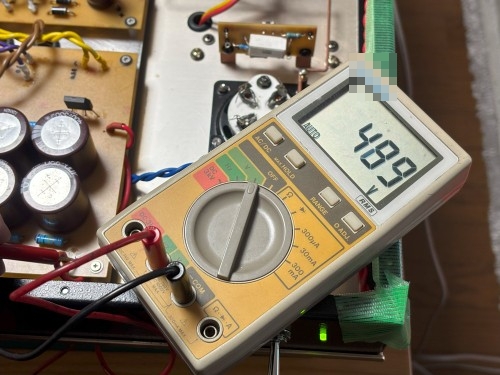
<電源電圧>
・A 電源 300B ヒーター用 5.6V
・B 電源 プレート電圧供給用 427V
・C 電源 バイアス電圧用 -91.7V
最初に、入力が無い状態でボリュームをゆっくり最大にしてみる・・・・ハム音や気になるノイズは発生していないようだ。
次に音源に CD (For Jazz Vocal Fans Only Vol.3) を選択。ボリュームを少しずつ回してゆく・・・伸びのある透明感あふれるボーカルが聞こえ始めた・・・再び感動を味わう。
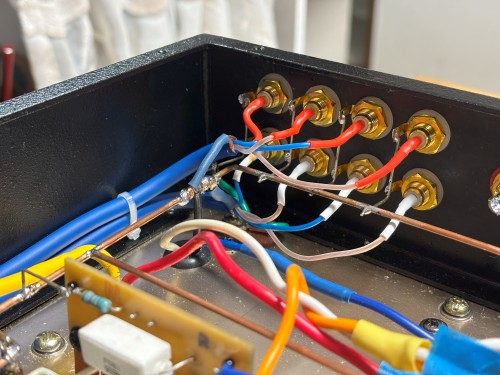
※配線材料は、すべて撚銅線を使用する計画だったが、空中配線においては、撚銅線よりも単銅線を使用したほうが綺麗に配線できるので、途中で変更した。


バイアス電圧を調整(測定ポイントで 0.8V に調整)
<再使用した部品>
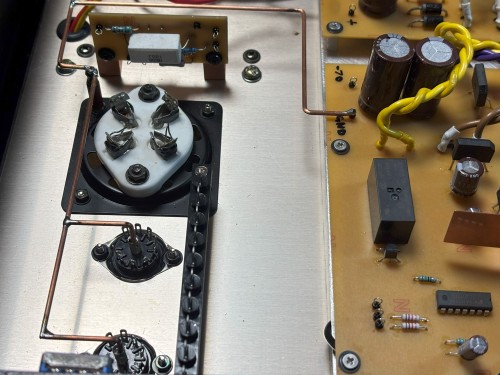
・300B 用ソケット
・電源トランス
・チョークトランス
・出力トランス
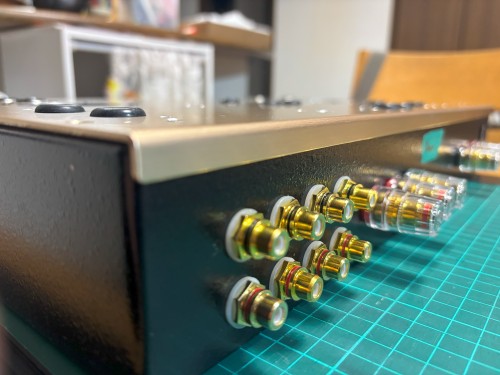
・スピーカー端子
・AC インレット
・パイロットランプ
・ボリューム
・300B 真空管 x 2
・12AT7 真空管 x 2
・12AX7 真空管 x 2
・抵抗(150KΩ 2W x 4)
・抵抗(10Ω 5W x 2)
・半固定抵抗(25KΩ x 2)
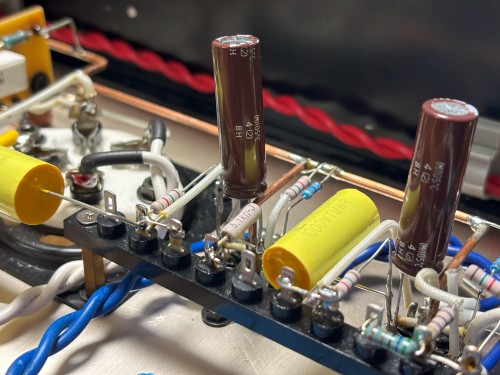
・電解コンデンサ(330μF 400V x 4)
・電解コンデンサ(100μF 250V x 2)
・電解コンデンサ(6800μF 16V x 2)
・トランジスタ(2N5551)
・スイッチングダイオード(1N4148)
・整流ダイオード(IN5408 x 8)